






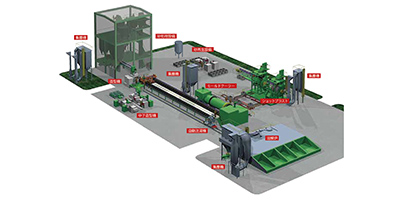









生型造型システム

高品質ないい鋳型を造型
独自のコア技術を基盤とした豊富なラインアップの中から、製品サイズ、形状、各種生産条件などに応じて、高品質な鋳型を造型できる最適な造型機をご提案いたします。
もっといい鋳物づくりのため、いい鋳型かどうかを確認する鋳型の評価装置までを含めた造型システムとしてご提案します。
高品質ないい鋳型を造型するためのコアテクノロジー
エアレーション砂充てん
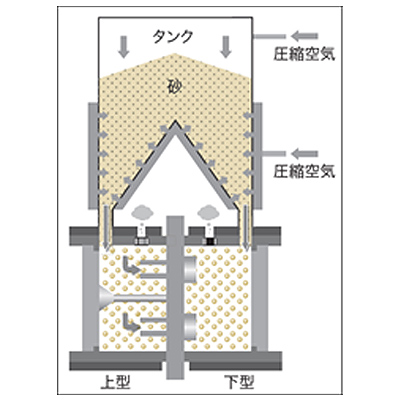
低圧圧縮エアで砂を流動化させ、スムーズに隅々まで充てんできることで、複雑形状部や小径ポケット部の口元でブリッジ現象を起こすことなく均一に充てんできます。
多数個込めでも均一高強度な鋳型

静圧
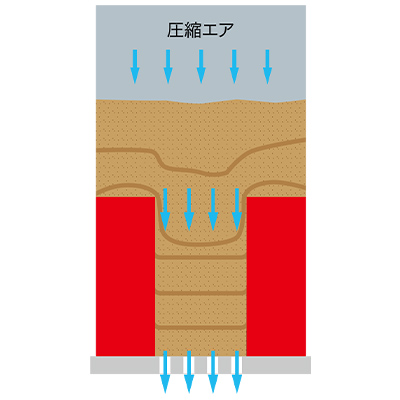
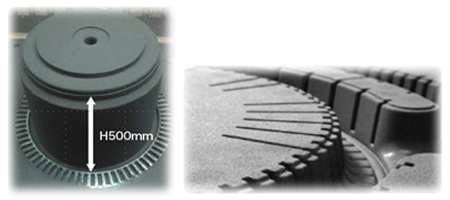
砂を重力落下させ、上部からの圧縮エアで造型することで複雑で島の深いパターンでも高精度、高強度に造型できます。
背の高い鋳型でも高強度で均一に造型
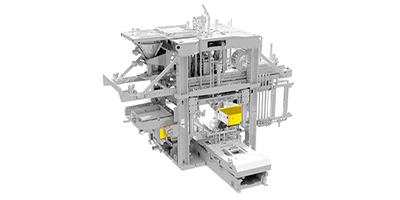
抜枠造型機シリーズ
・「エアレーション砂充てん」により、高精度、均一高強度な鋳型づくりに理想的な1次砂充てんを実現。
・鋳物製品のサイズ、形状、生産条件に応じて、高品質な鋳型を造型できる抜枠造型機をラインアップ。

※写真のモデルは、「R型」となります
特長
高い生産性を発揮
ハイスピード&2人作業でも中子納めが容易な2ステーション。※1
※1:より生産性を高めた4ステーションタイプもラインアップしています。
鋳型品質の向上、抜き勾配を最小化
抜型精度向上により型落ち不良を低減。
対象鋳物製品例


受賞歴

- 日本機械工業第27回優秀省エネルギー機器
日本機械工業連合会会長賞 - 日本鋳造工学会 豊田賞
- 大河内記念会 大河内記念生産賞
仕様
| 型式 | FCMX-I | FCMX-II | FCMX-III |
|---|---|---|---|
| 鋳型寸法 横×横(mm) |
500×400 | 550×450 | 700×600 |
| 508×406 | 610×508 | ||
| 520×420 | |||
| 鋳型寸法 高さ(mm) |
130~200 | 130~200 | 180~250 |
| 造型方法 | エアレーション砂充てん+スクィーズ | ||
| 造型速度 [中子納め時間(9sec)を含む] |
200molds/h (18sec/mold) |
200molds/h (18sec/mold) |
171molds/h (21sec/mold) |
上記の造型速度は、各種条件により変更となる場合もありますので保証するものではありません。

※写真のモデルは、「R型」となります
特長
背の高い鋳型の造型に最適
型の凹凸に沿った方向に砂を吹き込める、トップアンダー方式のエアレーション砂充てんを採用。深いポケットや、背の高い形状を持つ鋳型に最適。
対象鋳物製品例


仕様
| 型式 | FBMX-II | FBMX-III | FBMX-IV | FBMX-V |
|---|---|---|---|---|
| 鋳型寸法 横×横(mm) |
550×450 | 609.6×508 | 700×600 | 812.8×812.8 |
| 鋳型寸法 高さ(mm) |
130~180 | 130~180 | 180~250 | 200~250 |
| 造型方法 | トップアンダーエアレーション砂充てん+スクィーズ | |||
| 造型速度 | 163molds/h | 150molds/h | 144molds/h | 100molds/h |
上記の造型速度は、各種条件により変更となる場合もありますので保証するものではありません。

※写真のモデルは、「R型」となります
特長
高い生産性とコストパフォーマンスを実現
ハイスピード&作業スペースが広いシングルステーション。間口を広く取り、中子納めの負担を最小化。
受賞歴

- 大河内記念会 大河内記念生産賞
仕様
| 型式 | FBOX-II | FBOX-III | FBOX-IV |
|---|---|---|---|
| 鋳型寸法 横×横(mm) |
450×350 | 609.6×508 | 700×600 |
| 500×400 | |||
| 520×420 | |||
| 550×450 | |||
| 鋳型寸法 高さ(mm) |
130~200 | 130~200 | 180~250 |
| 造型方法 | エアレーション砂充てん+スクィーズ | ||
| 造型速度 [中子納め時間を含まず] |
200molds/h (18sec/mold) |
200molds/h (18sec/mold) |
171molds/h (21sec/mold) |
上記の造型速度は、各種条件により変更となる場合もありますので保証するものではありません。
※写真のモデルは、「R型」となります
特長
高い作業性とコストパフォーマンスを実現
下型スライドにより、中子納めが容易なシングルステーション。
対象鋳物製品例

仕様
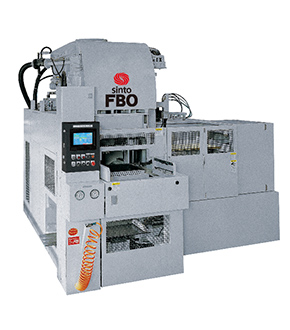
FBOシリーズ
| 型式 | FBO-II | FBO-III | FBO-IV | FBO-V |
|---|---|---|---|---|
| 鋳型寸法 横×横(mm) |
500×400 | 609.6×508 | 711.2×660.4 | 812.8×812.8 |
| 550×450 | 660.4×508 | |||
| 鋳型寸法 高さ(mm) |
130~200 | 130~200 | 180~250 | 230~300 |
| 280~350 | ||||
| 造型方法 | トップブロー+スクィーズ | |||
| 造型速度 [中子納め時間を含まず] |
150molds/h (24sec/mold) |
133molds/h (27sec/mold) |
100molds/h (36sec/mold) |
80molds/h (45sec/mold) |
FBO-Nシリーズ
| 型式 | FBO-IIN | FBO-IIIN | FBO-IVN |
|---|---|---|---|
| 鋳型寸法 横×横(mm) |
500×400 | 609.6×508 | 711.2×660.4 |
| 550×450 | 660.4×508 | ||
| 鋳型寸法 高さ(mm) |
130~200 | 130~200 | 180~250 |
| 造型方法(max) | エアレーション砂充てん+スクィーズ | ||
| 造型速度 [中子納め時間を含まず] |
150molds/h (24sec/mold) |
133molds/h (27sec/mold) |
100molds/h (36sec/mold) |
上記の造型速度は、各種条件により変更となる場合もありますので保証するものではありません。

※写真のモデルは、「L型」となります
特長
手込め造型に代わる、コンパクトな自動造型機
手込めからの自動化に最適な小型のシングルステーション。
対象鋳物製品例


仕様
| 型式 | FDNX-0 | FDNX-I |
|---|---|---|
| 鋳型寸法 横×横(mm) |
450×350 | 500×400 |
| 鋳型寸法 高さ(mm) |
150 | 180 |
| 造型方法 | エアレーション砂充てん+スクィーズ | |
| 造型速度 [中子納め時間を含まず] |
100molds/h (36sec/mold) |
90molds/h (40sec/mold) |
上記の造型速度は、各種条件により変更となる場合もありますので保証するものではありません。
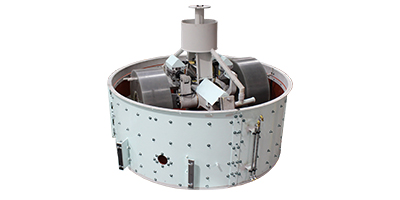
枠付造型機 SEIATSUシリーズ
多数個込めでも均一高強度な鋳型が造型できる「エアレーション砂充てん」、背の高い鋳型でも高強度で均一に造型できる「静圧」。生産する鋳物や生産条件に応じて、最適な方式の枠付造型機をご提案します。
商品名
枠付造型機
【SEIATSU-ACEシリーズ】
特長
少ないエネルギーで、均一で高強度な 鋳型づくりを実現
低騒音化、離型剤飛散防止による作業環境改善。
造型時のスピルサンドゼロ。
均一な砂充てん、高い抜型性で、鋳物を薄肉化。
受賞歴

- 日本機械工業連合会
優秀省エネルギー機器表彰 経済産業大臣賞 - 大河内記念会 大河内記念生産賞
- 中日産業技術賞 中日新聞社賞
- 日本設備管理学会 ものづくり大賞
- 素形材産業技術賞 経済産業大臣賞
- 日本鋳造工学会 技術賞
- 日本機械学会 優秀製品賞
- 全国発明表彰 発明賞
仕様
| 型式 | ACE-3 | ACE-4 | ACE-5 | ACE-6 | ACE-7 | ||||
|---|---|---|---|---|---|---|---|---|---|
| 最大枠内寸(mm) | 700×550 | 850×650 | 1000×800 | 1200×1000 | 1500×1200 | ||||
| 枠高さ(mm) | 150-200 | ~250 | ~300 | ~250 | ~300 | ~300 | ~350 | ~350 | ~400 |
| 造型速度(max) (complete molds/h) |
150 | 150 | 135 | 144 | 130 | 120 | 108 | 90 | 80 |
上記の造型速度は、各種条件により変更となる場合もありますので保証するものではありません。

商品名
枠付造型機
【SEIATSU-ACEXシリーズ】
特長
少ないエネルギーで、更なる均一で高強度な鋳型づくりを実現
鋳型強度向上によるニアネットシェイプを可能とします。
製品の大型化、多数個込めに対応。

仕様
| 型式 | ACEX-3 | ACEX-4 | ACEX-5 | ACEX-6 | ACEX-7 | ||
|---|---|---|---|---|---|---|---|
| 最大枠内寸(mm) | 700×550 | 850×650 | 1000×800 | 1200×1000 | 1500×1200 | ||
| 枠高さ(mm) | 150-200 | ~250 | ~300 | 250-300 | ~300 | ~350 | ~350 |
| 造型速度 (complete molds/h) |
MAX138 | MAX138 | MAX124 | MAX133 | MAX112 | MAX100 | MAX85-76 |
上記の造型速度は、各種条件により変更となる場合もありますので保証するものではありません。

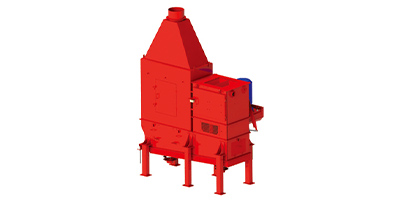
商品名
静圧造型機
【HSP-Dシリーズ】
特長
半自動で高精度、高品質な鋳型を造型。
多品種少量生産に最適。
対象鋳物製品例


仕様
- 鋳型サイズ[横x縦](mm)
- 650×500~1250×1000
- 造型速度(complete molds/h)
- MAX80

商品名
静圧造型機
【EFAシリーズ】
特長
自動化対応、ハイスピードな造型を実現。
複雑な配列でも高精度な鋳型づくりに対応。
対象鋳物製品例


仕様
- 鋳型サイズ[横x縦](mm)
- 500×400~2500×2000
- 造型速度(complete molds/h)
- MAX140
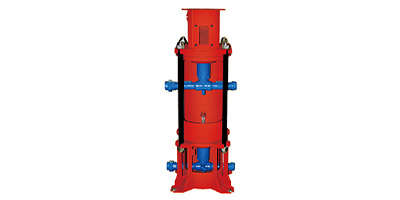
商品名
静圧造型機
【DAFMシリーズ】
特長
多品種少量生産に最適。
対象鋳物製品例


仕様
- 鋳型サイズ[横x縦](mm)
- 500×400~2500×2000
- 造型速度(complete molds/h)
- MAX100
商品名
静圧造型機
【ZFAシリーズ】
特長
自動化対応、ハイスピードな造型を実現。
複雑な配列でも高精度な鋳型づくりに対応。
対象鋳物製品例


仕様
- 鋳型サイズ[横x縦](mm)
- 500×400~1600×1250
- 造型速度(complete molds/h)
- MAX140
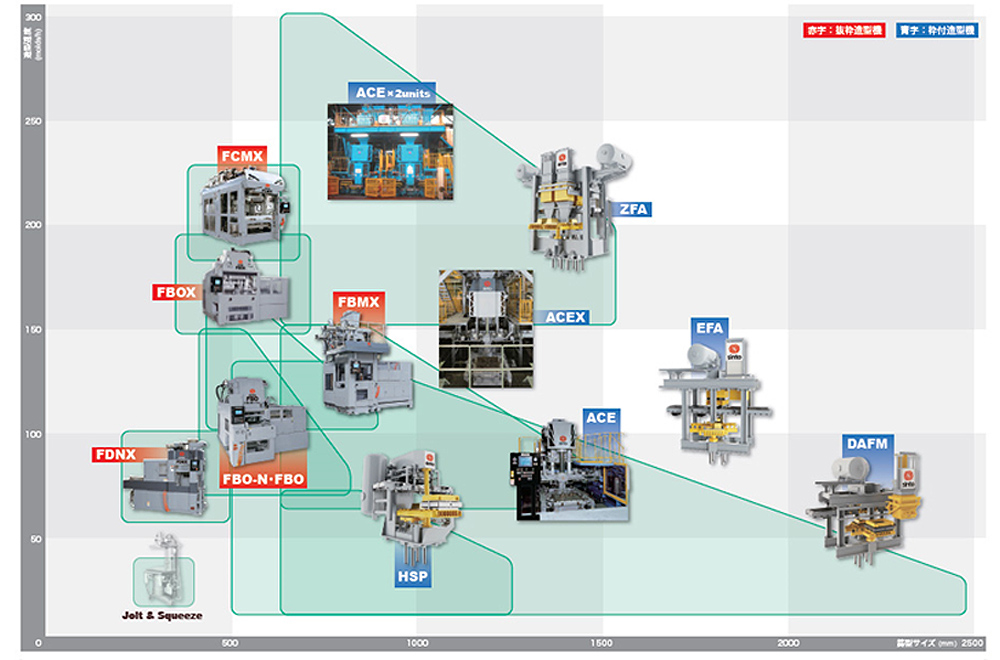
造型速度と枠サイズによる
抜枠造型機・枠付造型機チャート
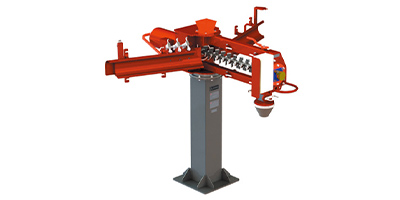
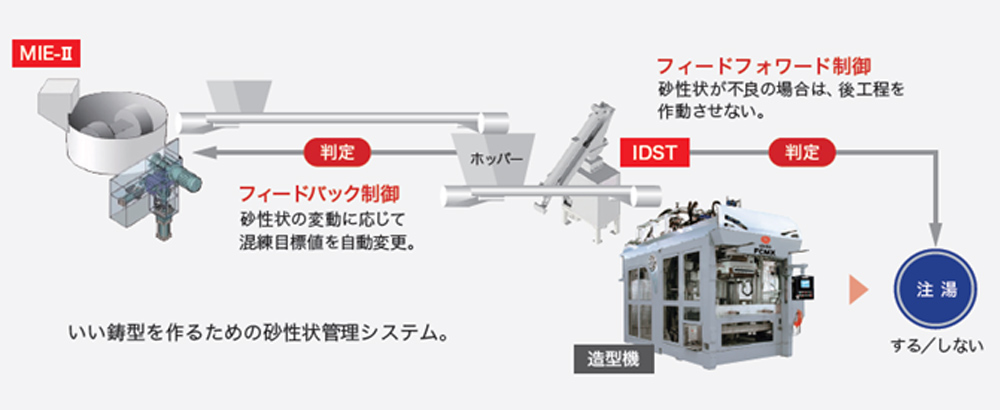
造型直前の砂性状の評価装置
造型機が砂を選ぶ。“いい砂づくり”から“いい鋳型づくり”に貢献。

商品名
インライン生砂特性自動計測装置【IDST】
特長
造型機直前の砂を測定し、高精度に砂性状を管理。
CBフィードバック制御システムにより、混練機目標CBを自動調整し、造型機上での安定した砂を供給、不良の発生を未然に防止。
測定項目
- CB値
- 砂温
- 水分
- 圧縮強度
- 通気度
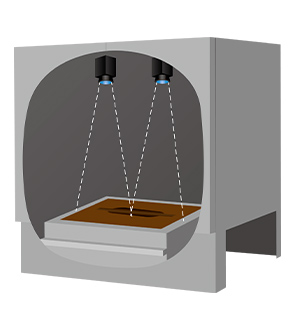
鋳型評価装置
いい鋳型かどうかを造型直後に自動で確認。
商品名
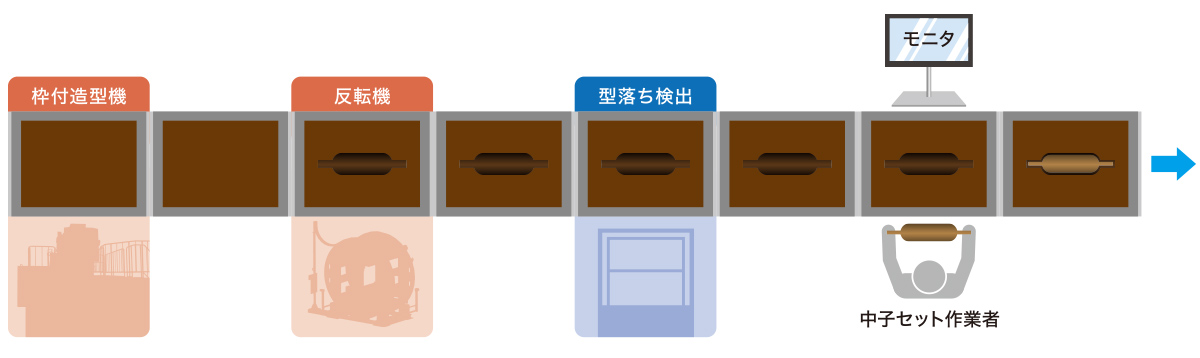
型落ち検出装置【MDOC】
特長
画像処理技術により、鋳型の型落ちを自動判定
(枠付造型ラインに設置可能)
鋳型の型落ちを全枠自動で判定し、後工程に不良を流しません。
型落ち検出事例
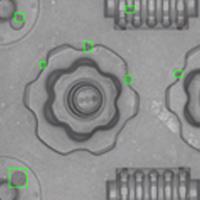
型落ち有
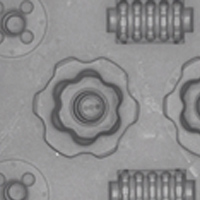
型落ち無
設置位置例
仕様
| 型式 | MDOC-1 | MDOC-2 |
|---|---|---|
| 検出項目 | □10mm以上の砂欠落部検出 | |
| カメラ台数 | 1台 | 2台 |
| 推奨鋳型サイズ | 1000mm×700mm以下 | □1200mm以下 |
| 検査結果表示 | 検査結果表示モニタ | |
商品名
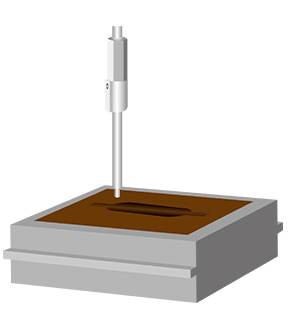
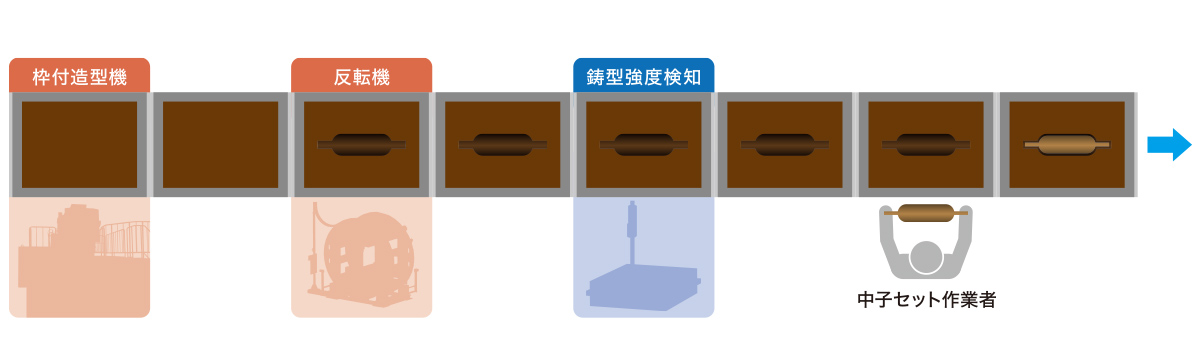
鋳型強度検知装置
特長
従来、手作業で行っていた鋳型強度測定を造型直後に自動で全枠実施(枠付造型ラインに設置可能)
造型後の鋳型の充てんムラ、強度不足の確認を全枠自動判定。
鋳型品質の変化をチェックし、不良原因の早期発見に貢献。
鋳型見切面高さ計測機能により製品パターンに自動で追従し、計測。
設置位置例
仕様
- 測定項目
- ピーク荷重(N)、鋳型強度(N/cm2)
※鋳型強度はピーク荷重値より換算
押湯保温材(発熱スリーブ)
冷却時の不良発生を抑制。

商品名
押湯保温材(発熱スリーブ)
特長
注湯後の鋳物が冷却中に収縮した分の湯を補給するためのスリーブです。
フッ素含有量が極めて少なく、フッ素に起因した不良が発生しません。
耐久性に優れ、高圧造型で使用が可能。
ネック部も発熱材を使用しており、歩留りUP。押湯効果を最大限に発揮。
キャステックカンパニー
鋳造事業部 営業グループ