









バレル研磨とは
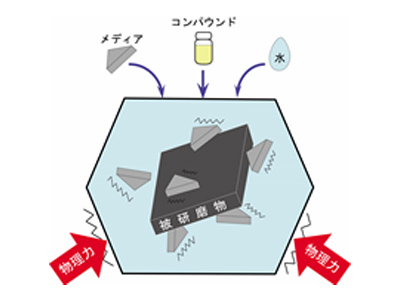
バレル研磨とは、ワークとメディア(研磨石、研磨材)、コンパウンド(研磨助剤)との 相対摩擦により加工を行う研磨方法です。新東のバレル研磨機は、機械加工品、プレス品、焼結品、ダイカスト品、熱処理品のバリ取り、スケール除去、R付け、平滑仕上げ、光沢仕上げなどあらゆる仕上げ目的に対応できる万能マシンです。お客様の様々なニーズに対応するよう、豊富な機種を取り揃えております。
バレルの研磨方式の種類
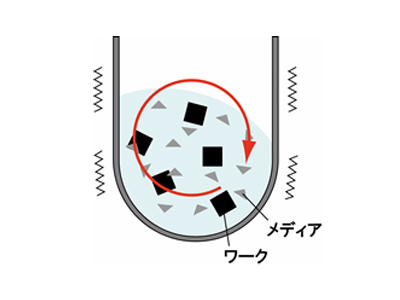
流動式
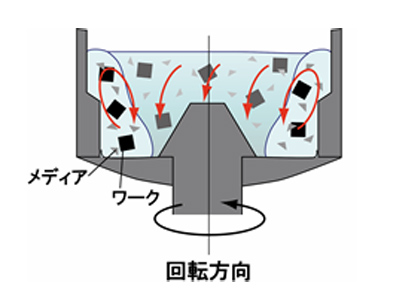
底部回転盤を洗濯機のように回転させることにより流動状態を固定槽内の壁側に作り出して研磨を行う方法です。
遠心式
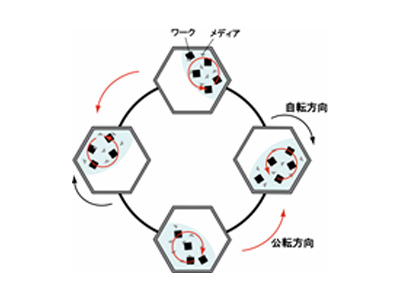
複数個(通常4個)の研磨槽が公転、自転を組み合わせた高速回転を行い、槽内のワークとメディア(研磨石・研磨材)に遠心力による高圧を加えて研磨する方法です。バレル研磨機の中では最も研磨力が強く短時間で重切削から精密仕上まで行えます。
振動式
振動によってバレル槽内のワークとメディア(研磨石・研磨材)が相互に摩擦運動する方式です。振動バレルにはボックスタイプとサークルタイプがあります。
回転式
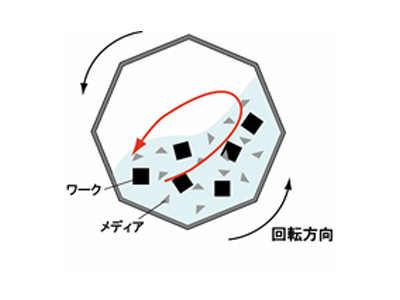
バレルを回転させることにより、ワークとメディア(研磨石・研磨材)、コンパウンド、水等の内容物がすべり層の部分のみで相互運動を行い研磨する方法です。
- バレル
- 樽を語源とし、製品を入れて掻き回す事により表面を磨く方法及び装置。
- メディア(研磨石、チップ)
- 研磨石のことを言い、セラミック/金属/樹脂/天然石/植物等の材質と色々な形状があり、用途目的により使い分けます。
- コンパウンド
- 潤滑材のことを言い、湿式バレルに使用します。液体と粉末のものがあり、用途目的(研磨力向上/光沢/清浄/防錆)により使い分けます。
- 回転バレル
- 研磨槽の中にワークとメディアを入れて回転させる事により研磨を行う装置。研磨槽は主に6・8角形が多いですが、排出に便利な可傾型もある。
- 振動バレル
- 研磨槽に振動(回転)を与え、槽内のワークとメディアの摩擦力により研磨を行う装置。
- ボックスタイプ
- 1槽・2槽タイプがあり、比較的長物にも対応可能です。
- サークルタイプ
- オワン型の研磨槽を有し、槽内を振動させながら回転方向に移動します。量も確保でき、自動化も可能です。
- 遠心バレル
- 偶数個のそれぞれ自転する研磨槽を有し、その全体を公転させる型式。小物に向き研磨力は最も大きい。
- 自転・公転
- 自転軸と公転軸を連動させて駆動し、取り付け角度をオフセットさせる事により八の字遠心となる。
- 流動バレル
- 底部回転盤を洗濯機のように回転させ流動状態を固定槽内壁に作り出して研磨を行う型式。小物から中物まで対応出来自動化し易い。研磨力も大きい。
- 振動篩
- モーター回転により振動を与えメディアとワークを篩い分ける装置。開き目により調整し、ワーク・メディアのサイズに適用する。
- 回転盤
- 流動バレルの底部で回転する回転運動の発生源。表面には凹凸があり、ウレタンにてライニングする。
- 固定槽
- 流動バレル(ロールフロー)の固定研磨槽を言い、鉄製の缶体にウレタンライニングを施している。
- 摺接部
- 固定槽と回転盤の隙間を言い、小ワークと小メディアは噛みこみの危険性が高い為隙間は小さい方が良い。
- 機内洗浄
- バレル本体内で洗浄する事でロールフローでは標準装備している。
- 磁気選別装置
- マグネットの磁力によりワークを吸着させ、ワークとメディアを選別する方法・装置。鉄系ワーク以外には使用出来ない。
- 脱磁
- 磁力による弊害を無くす為に磁力を除去する事を言う。脱磁器をシステム中に設置する。
- バリ取り
- 成形・機械加工等により発生したバリを除去する事を言う。
- R付け
- 角部に丸みを付ける事を言い、その半径をRいくつと言う表示をする。鋳造・成形・機械加工により形成する。バレル・ブラシにて加工する例が多い。
- 形状測定
- 接触子を使う接触式とレーザー等を使う非接触式があり、接触式は測定箇所を接触子でなぞる事により形状を測定する。
- 平滑
- 面を平らに滑らかにする事。
- 梨地
- 表面が梨の肌のように荒れた状態。
- 光沢
- 光って艶のある状態。
- スケールオフ
(デスケーリング) - 酸化皮膜を除去する事を言う。
- 面粗し
- 面を荒らす処理。
- 共摺り
- 一般的にバレルにワークと水・コンパウンドのみを投入し、メディアを入れないで研磨する事を言う。
- ワーク
- 処理する製品。
- 研磨量
- ワークを研磨する量、メディア等条件を変える事によりコントロールする。
- 投入量
- 1回の処理可能なワーク(製品)の量。
- マス装入量
- 処理が可能なワーク+メディアの量。
- バッヂ処理
- 1回ずつ装置への投入・排出を行う処理を言い、対語として連続処理がある。
- 錆・防錆
- 酸化皮膜を言い、バレルでは発生を防ぐ為に防錆用のコンパウンドを使用し、洗浄後直ちに防錆液に浸ける処理を行う。
- 打痕
- ワークへの打ちキズを言い、投入・研磨中・排出・選別それぞれの工程で発生する可能性がある。
- 変形
- 形状が変わる事を言い必要以上の力が加わる事により発生する。
- 重なり張付き
- バレルで発生する薄物ワークが水分の表面張力により、ワーク同士が重なって貼り付く事を言う。
- 2次バリ
- バリ取り処理をした事により新たに発生したバリを言う。
- 寝込み
- バリが上手く除去出来ずにワーク側に寝込んで残ってしまう現象を言う。
- 粒度
- JISで決められた番手で粒の大きさを表す単位。
- 消耗率
- メディアの消耗量を時間単位で表した数値、%で表示する。
- アブレシブコンパウンド
- 砥材を混ぜて研磨力を持たせたコンパウンドを言う。
- 乾式バレル
- 水を使わないバレルを言い、特に薄物ワークの軽・仕上げ研磨に適する。
- 乾式メディア(研磨石)
- 乾式専用のメディアを言う。
- ドレッシング
ドレッシング装置 - 液体のドレッシング液を噴霧する事によりメディアの表面を一皮剥いて砥粒を露出させ研磨力を復元させる事・装置。
- 集塵装置
- 粉塵を吸い上げフィルターにより集塵する装置。乾式バレルにて発生する粉塵を集塵する。
- 残粉塵
- ワークの表面(内面・角部)に残った粉塵を言う。ワークに湿気(特に油分)があると付着し易い。