





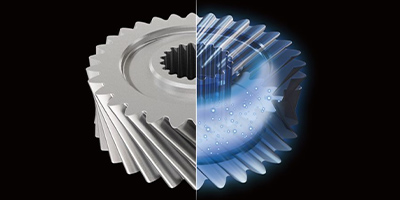




精密ブラシ研磨とは

ブラシの回転力を利用し、毛材(ブリッスル)先端を加工物に擦り付けて
表面研磨、バリ取り加工やエッジ仕上を行う加工法です。
また、毛材の持つ柔軟性により複雑な部品形状にも倣いやすいですが、
ブラシの当て方(オフセット)や毛材先端の均一な摩耗管理が重要です。
精密ブラシ研磨機「エッジマスター」の特長
- 研削・研磨部品のエッジ仕上に最適です
- 製品同士による打痕、カケがありません
- 要求仕様に対する、管理、条件調整が容易です
- バリの寝込み、二次バリの発生が少ないです
- 仕上面を粗しません
- 安定した仕上品質を保ちます
- インライン化が可能です
- 湿式仕上のため、油分・水分が付着したワークも加工可能です。また、後工程の洗浄性に優れています
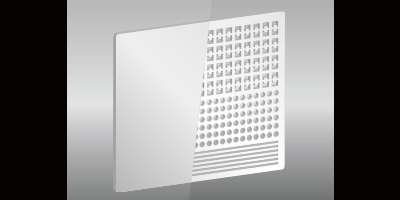
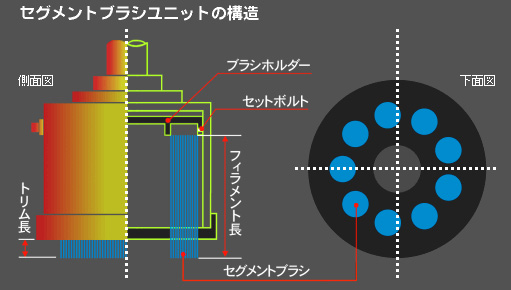
セグメントブラシユニット構造
切込量自動補正機能付
ブラシの摩耗量をワーク処理個数をカウントすることにより判断し、切込量を自動補正する機能が装備されているため、常に安定した仕上がりを得ることができます。
- インフィード方式
- センタレス加工において、ワークを断続的に供給する方式
- エッジ
- ふち、へり
- 切込量
- 工具、ブラシの被加工物に対する加工深さ。ブラシの場合はしなるため、仮想深さとなる
- クイル方式
- シリンダーロッド等を、円筒内を昇降させてガイドする方式
- クーラント
- 冷却液。洗浄、防錆機能も合わせ持つ
- スルーフィード方式
- センタレス加工において、ワークを連続して供給する方式
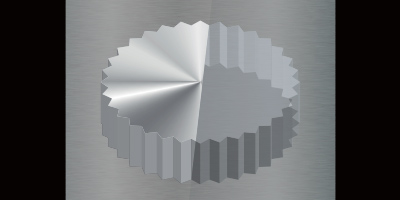
- セグメントブラシ
- カップブラシを9束、12束等に分割し、研掃力の向上を図ったブラシの1形式。長尺ブラシをブラシホルダーに収納し、ホルダー下のブラシ突出し長さを調整可能としたことで、仕上の安定と、カップブラシに対し5倍の長寿命を得ている
- トリム長
- ブラシの固定部分から毛先までの長さ。毛足長さとも言う
- ドグ
- 廻し金。リングの一部を突出させ、回転させることでセンサーに位置を検知させ、同期回転する治具の停止位置を割り出す役割を持つ
- 二次バリ
- 工具等で一旦バリを除去したあと、別方向に新たに発生する微細なバリを言う
- 寝込み
- バリが切断、除去されず加工物本体に倒れこみ付着する現象。粘性が高い素材のバリ取りでは注意を要する
- ピック&プレース
- 搬出ワークを掴み→移送→置く、続いて搬入ワークを掴み→移送→置く、という一連の動作を一基のチャックユニット(保持機構)で行うローダー(投入装置)の方式
- フィラメント
- ブラシの1本の線材。樹脂線と金属線に大別され、樹脂線ではナイロン、ポリアラミド等、金属線ではSUS、スチール、真鍮等が使用される。ブリッスルとも言う
- 遊星運動
- 自転するブラシヘッド、ワーク等において、その自転軸を公転させる方式。様々な角度からブラシが当たる点が利点
- リフト&キャリー
- シリンダーの組合せにより、複数ワークを治具ごと同時に位相、前進、下降、後退を繰り返して移送する方式。ワーク間のピッチ、位相、高さが常に一定であるため、着脱、加工に際して、新たな位置決めが不要というメリットがある
- ルブライト
- リン酸マンガン皮膜処理。非処理部品の組込部品に対する摺動抵抗を下げる目的を持つ
- ローダー
- ワークを入側付帯装置(ストッカー、コンベア等)から処理装置本体に搬送し、処理後、出側付帯装置に搬出する装置のこと
- 割り出し
- ワーク自転させるなどをして、位相(向き)を一定にすること。非点対称ワークの場合この動作を経ねば、着脱、反転等の際のチャックは出来ない
- R
- Radiusの略。半径の意味。角の仕上要求品質として頻出する